









Максимальный диаметр поворота: Φ800 мм
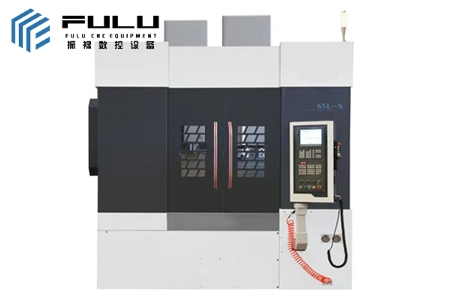
Максимальный диаметр поворота: Φ650 мм


| Название устройства | Вертикальный токарно-фрезерный компаунд с ЧПУ | Вертикальный токарный станок с ЧПУ с двойной револьверной головкой |
| Модель | ВТЛ-65ЛС | ВТЛ-60ЛС |
| система | Гуаншу 988ТД | Сименс 828Д |
| маршрут | ||
| Ось абсцисс | 300 мм/300 мм | 300 мм/300 мм |
| Ось z | 600 мм/600 мм | 650 мм/650 мм |
| Способность | ||
| Максимальный диаметр поворота | Φ750 мм | Φ800 мм |
| Максимальный диаметр поворота | Φ650 мм | Φ600 мм |
| Шпиндель (ШПИНДЕЛЬ) | ||
| Частота вращения шпинделя | 50 ~ 1500 об/мин (ремень ГРМ) | 50 ~ 1000 об/мин |
| Мощность двигателя шпинделя | 18,5 кВт (прямое подключение) | 22 кВт (прямое подключение) |
| Форма торца шпинделя | А2-8 | А2-8 |
| Подшипник шпинделя | Япония NSK | Япония NSK |
| Твердость шпинделя | ГРК58-62 | ГРК58-62 |
| Передаточное отношение | / | |
| Патрон и устройство автоматической смены инструмента | ||
| Нож | Горизонтальная станция с восемью станциями | Горизонтальный восьмипозиционный, ряд ножей |
| патрон | Φ500 | φ500 |
| СКОЛЬЗЯЩАЯ ДОРОЖКА | ||
| Роликовая линейная направляющая по оси X | 45 мм | 45 мм |
| Роликовая линейная направляющая по оси Z | 45 мм | 45 мм |
| Шарико-винтовая пара | ||
| Точность бортового винта | Уровень C3 | Уровень C3 |
| Размер направляющего винта | X1、Z1:φ50/X2、Z2:φ40 | X、Z:φ50 |
| Подшипники ходового винта | NSK | NSK |
| Система управления | ||
| Х мотор | 18 НМ | 22 НМ |
| Z-двигатель | 18 НМ | 22 НМ |
| НОРМА ПОДАЧИ | ||
| Скорость быстрого перемещения по осям X/Z | 16 м/мин | 16 м/мин |
| ТОЧНОСТЬ | ||
| Точность повторяемости | 0,008 мм | 0,007 мм |
| Точность позиционирования | 0,012 мм | 0,01 мм |
| Торцевое биение шпинделя в осевом направлении | 0,005 мм | 0,008 мм |
| Центрирующий вал шпинделя работает радиально | 0,005 мм | 0,005 мм |
| Скорость подачи при резке | ||
| Минимальная единица позиционирования | 0,001 мм | 0,001 мм |
| 4ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ | ||
| электропитание | 3¢-AC 380 В 50 Гц±5% | 3¢-AC 380 В 50 Гц±5% |
| ДРУГИЕ | ||
| Гидроэлектростанция | ||
| Вес брутто | 11Т | 11Т |
Подробнее о продукте
1. Основание, колонна, скользящая пластина колонны, ползун и другие ключевые компоненты изготовлены из высококачественного серого чугуна (HT300). Ребра жесткости хорошо расположены, и каждый компонент закален для обеспечения высокой прочности и долговременной стабильности точности.
2. Машина имеет двухколонную структуру. На основании есть две стойки, две вертикальные горки и ползунки. Мотор размещен посередине между двумя колоннами, что эффективно экономит место и занимает небольшую площадь. Двойная колонна может использоваться одновременно для черновой токарной обработки и тонкой токарной обработки заготовки. Исходя из предпосылки обеспечения точности, он может эффективно повысить эффективность обработки и производства клиентов и снизить производственные затраты.
3. Шпиндельная часть станка представляет собой шпиндельный узел, который эффективно обеспечивает точность и шероховатость обработки. Подшипники в шпиндельном узле смазываются специальной консистентной смазкой, которая удобна в монтаже и обслуживании. По сравнению с обычной масляной смазкой, шпиндельный узел имеет более низкие эксплуатационные расходы, более высокую скорость и большую стабильность.
4. Станок оснащен линейным скользящим столом роликового типа. Он обладает сверхвысокой жесткостью и сверхвысокой грузоподъемностью. Точность позиционирования и несущая способность вертикальных и горизонтальных движений подачи станка значительно улучшены.
5. Шкив шпинделя станка и шкив серводвигателя шпинделя с ЧПУ напрямую соединены ремнями и оснащены серводвигателями, которые могут бесступенчато регулироваться и имеют широкий диапазон переменных скоростей. Серводвигатель может удовлетворить различные требования к скорости вращения шпинделя для черновой и чистовой обработки деталей. Двигатели большего размера выбираются таким образом, чтобы исключить воздействие большого объема съема заготовки и прерывистой резки на двигатель, заготовку и станок.
6. Продольная и поперечная подачи автоматически управляются серводвигателями. В обоих направлениях имеются стальные ограждения.
7. Оба конца продольного и поперечного шарико-винтовых пар станка поддерживаются специальными подшипниками для винта, что значительно улучшает и обеспечивает точность обработки деталей станком.
8. Станок оснащен электрическим насосом смазочного масла для автоматической периодической смазки каждой детали, чтобы обеспечить смазку каждой пары направляющих и пары шарико-винтовых пар, что может продлить срок службы каждой движущейся пары.
9. Когда держатель инструмента двухстоечного станка соответствует требованиям обработки заготовки, он может использовать двухгоризонтальную револьверную головку с ЧПУ, одногоризонтальную револьверную револьверную резаку или двухрядную фрезу. Используется горизонтальная револьверная головка, время смены инструмента короткое, а эффективность работы может быть значительно повышена.
10. Верхний конец шпинделя может быть оснащен дисковым верстаком или гидравлическим патроном в соответствии с требованиями пользователя. Нижний конец шпинделя оснащен вращающимся цилиндром. Вращающийся цилиндр может использоваться для управления оснасткой для прессования заготовки или для управления гидравлическим патроном, чтобы снизить трудоемкость рабочих и повысить эффективность.
2
Plsease input value
Plsease input value











WhatsApp / Тел.: +86 13355414040
Почтовый ящик: 95515515@qq.com
Адрес: Высокоскоростной район города Цзинань, провинция Шаньдун

