









Maximum slewing diameter: Φ800mm
Maximum turning diameter: Φ650mm


| The name of the device | CNC vertical turning and milling compound | Double turret CNC vertical lathe |
| Model | VTL-65LS | VTL-60LS |
| system | Guangshu 988TD | Siemens 828D |
| itinerary | ||
| X-axis | 300mm/300mm | 300mm/300mm |
| Z-axis | 600mm/600mm | 650mm/650mm |
| Capacity | ||
| Maximum swing diameter | Φ750mm | Φ800mm |
| Maximum turning diameter | Φ650mm | Φ600mm |
| Spindle (SPINDLE) | ||
| Spindle speed | 50~1500rpm (timing belt) | 50~1000rpm |
| Spindle motor power | 18.5Kw (direct connection) | 22Kw (direct connection) |
| Spindle face form | A2-8 | A2-8 |
| Spindle bearing | Japan NSK | Japan NSK |
| Spindle hardness | HRC58-62 | HRC58-62 |
| Reduction ratio | / | |
| Chuck & Automatic tool changer | ||
| Knife | Horizontal eight-station station | Horizontal eight-station, row of knives |
| chuck | Φ500 | φ500 |
| SLIDE WAY | ||
| X-axis rolling linear guide | 45mm | 45mm |
| Z-axis rolling linear guide | 45mm | 45mm |
| Ball screw | ||
| Bead screw precision | Level C3 | Level C3 |
| Guide screw size | X1、Z1:φ50/X2、Z2:φ40 | X、Z:φ50 |
| Lead screw bearings | NSK | NSK |
| Control System | ||
| X motor | 18NM | 22NM |
| Z motor | 18NM | 22NM |
| FEED RATE | ||
| X/Z rapid traverse rate | 16m/min | 16m/min |
| ACCURACY | ||
| Repeatability accuracy | 0.008mm | 0.007mm |
| Positioning accuracy | 0.012mm | 0.01mm |
| Spindle end runout axially | 0.005mm | 0.008mm |
| The spindle centering shaft runs radially | 0.005mm | 0.005mm |
| Cutting feed rate | ||
| Minimum Positioning Unit | 0.001mm | 0.001mm |
| 4POWER REQUIRE | ||
| power supply | 3¢-AC 380V 50Hz±5% | 3¢-AC 380V 50Hz±5% |
| OTHERS | ||
| Hydraulic power station | ||
| gross weight | 11T | 11T |
Product Details
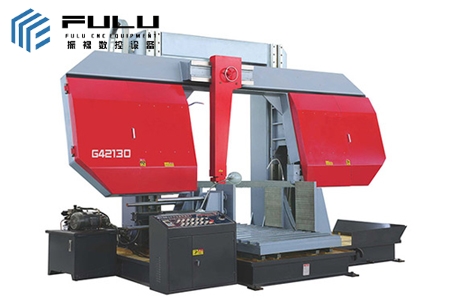
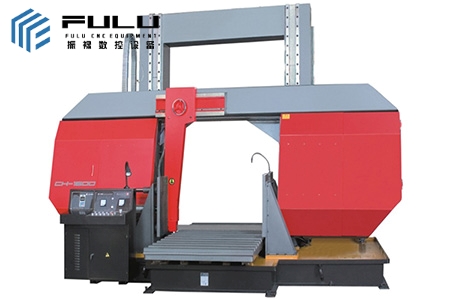
1. The base, column, column slide plate, slider and other key components are made of high-quality gray cast iron (HT300). The stiffeners are well laid out, and each component is tempered to ensure high strength and long-term accuracy stability.
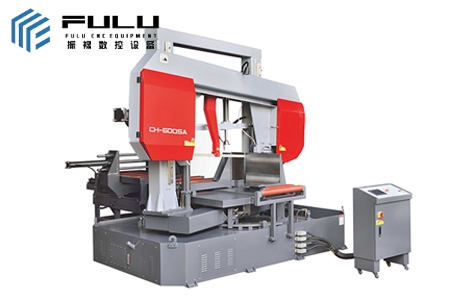
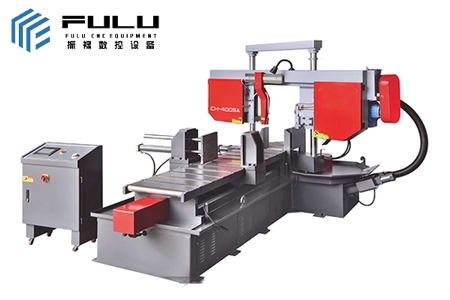
2. The machine adopts a double column structure. There are two uprights on the base, two upright slides and sliders. The motor is placed in the middle of the two columns, which effectively saves space and occupies a small area. The double column can be used for rough turning and fine turning of the workpiece at the same time. On the premise of ensuring accuracy, it can effectively improve the processing and production efficiency of customers and reduce production costs.
3. The spindle part of the machine tool is the spindle unit, which effectively ensures the machining accuracy and roughness. The bearings in the spindle unit are lubricated with special grease, which is convenient for installation and maintenance. Compared to conventional oil lubrication, the spindle unit has a lower operating cost, higher speed, and more stability.
4. The machine tool adopts roller type linear slide table. It has ultra-high rigidity and ultra-heavy load capacity. The positioning accuracy and load-bearing capacity of the vertical and horizontal feed movements of the machine tool are greatly improved.
5. The machine tool spindle pulley and the spindle CNC servo motor pulley are directly connected by belts, and are equipped with servo motors, which can be continuously variable and have a wide range of variable speeds. The servo motor can meet the different requirements of the spindle speed for roughing and finishing parts. Larger motors are selected to eliminate the impact of large volume of workpiece removal and interrupted cutting on the motor, workpiece and machine tool.
6. The longitudinal and transverse feeds are automatically controlled by servo motors. There are steel guards in both directions.
7. Both ends of the longitudinal and transverse ball screw of the machine tool are supported by special bearings for the screw, which greatly improves and ensures the machining accuracy of the machine tool for parts.
8. The machine tool adopts an electric lubricating oil pump to automatically intermittently lubricate each part to ensure the lubrication of each guide rail pair and ball screw pair, which can prolong the service life of each moving pair.
9. When the tool holder of the double-column machine tool meets the requirements of workpiece processing, it can use double-horizontal CNC turret, single-horizontal turret single-row cutter or double-row cutter. The horizontal turret is adopted, the tool change time is short, and the work efficiency can be greatly improved.
10. The upper end of the spindle can be equipped with a disc workbench or hydraulic chuck according to user requirements. The lower end of the spindle is equipped with a rotary cylinder. The rotary cylinder can be used to control the tooling to press the workpiece, or to control the hydraulic chuck, so as to reduce the labor intensity of workers and improve efficiency.
Plsease input value
Plsease input value