


Перемещение по оси X/Y/Z
4200 * 2800 + 550 (ход фрезерной головки) * 1000 мм


| имя | проект | единица | Спецификации | |
| верстак | Размеры (ширина × длина) | миллиметр | 2000×4000 гг. | |
| Т-образный паз (размер× номер× расстояние) | миллиметр | 22×10×180 | ||
| Максимальная несущая способность | t | 18 | ||
| Портал | Расстояние между двумя столбцами | миллиметр | 2800 | |
| Расстояние от торца шпинделя до стола | миллиметр | 300~1300 | ||
| маршрут | Ось абсцисс | миллиметр | 4200 | |
| Ось y | миллиметр | 2800+550 (Ход фрезерной головки) | ||
| Ось z | миллиметр | 1000 | ||
| Высокая скорость | Ось абсцисс | мм/мин | 10000 | |
| Ось Y/Z | 12000 | |||
| Скорость подачи | Ось X/Y | мм/мин | 5~8000 | |
| Ось z | 5~8000 | |||
| веретено | Номинальная мощность шпинделя | Квт | 17/23 | |
| Максимальный крутящий момент шпинделя | Нм | 56.4/67.9 | ||
| Частота вращения шпинделя | оборотов в минуту | 20000 | ||
| Конус шпинделя | ХСК-А63 | |||
| Секция тарана | миллиметр | 480×410 (2-я линия) | ||
| точность | Точность позиционирования | X | миллиметр | 0,035 (полная длина) |
| Y | миллиметр | 0.025 (полная длина) | ||
| Z | миллиметр | 0,015 (полная длина) | ||
| Точность повторяемости | X/Y/Z | миллиметр | 0.023/0.020/0.015 | |
| Стандарт точности контроля станков | GB/T 19362.1—2003 | |||
| другой | Общая мощность машины | КВА | 60 | |
| атмосферное давление | бар | 6.5 | ||
| Вес машины (прибл.) | T | 45 | ||
| Размеры машины (ДхШхВ) | миллиметр | 11000*6400*5500 | ||
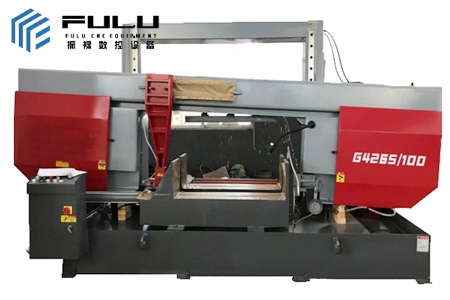
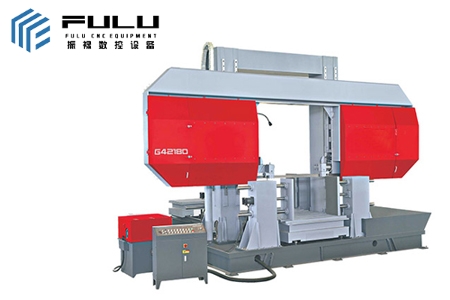
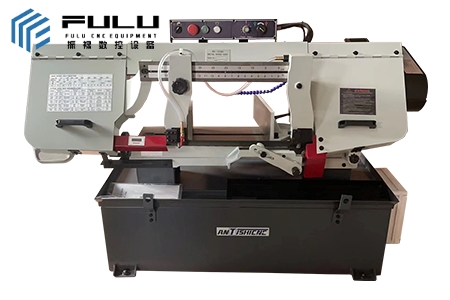
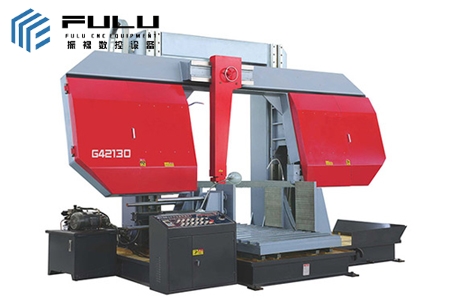
Описание продукта :
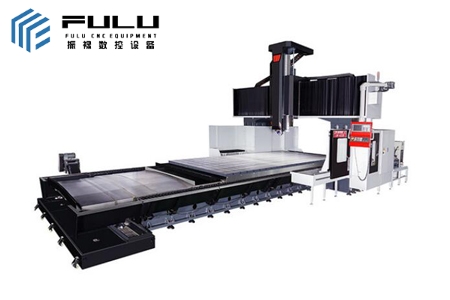
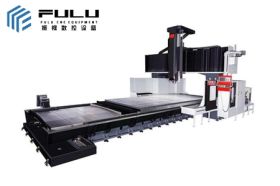
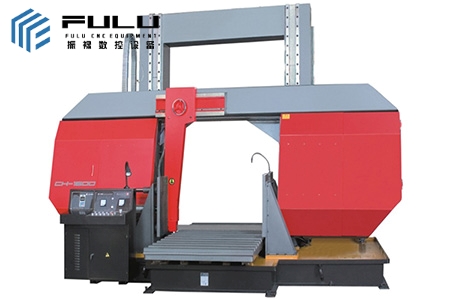
Во-первых, основная структура оборудования
Этот станок представляет собой портальный обрабатывающий центр с фиксированной балкой с ЧПУ, который поглощает конструкцию портальной рамы, разработанную по зарубежной технологии, колонна закреплена сбоку станины, балка закреплена на двух колоннах, а сверлильно-фрезерная головка (шпиндель) плунжурного типа установлена на балке, которая образует симметричную конструкцию портальной рамы, которая обладает высокой термической симметрией, высокой жесткостью всего станка, хорошей стабильностью, высокими динамическими и статическими характеристиками, а также высокой точностью позиционирования станка. Тремя осями линейного движения машины являются:
(1) Продольное перемещение рабочего стола (ось координат X)
(2) Седло перемещается вдоль балки (ось Y)
(3) Осевое перемещение ползуна (ось Z)
2. Шпиндель станка
Главный привод использует серводвигатель переменного тока шпинделя в качестве источника питания и передает мощность на шпиндельную группу через редуктор. Группа шпинделей изготовлена известным брендом на Тайване, с высокой точностью и высокой производительностью. Коробка передач и группа шпинделей имеют постоянное охлаждение для обеспечения равномерной температуры плунжера, повышения стабильности точности шпинделя и точности обработки станка, а компоненты коробки шпинделя оснащены двойным гидравлическим механизмом балансировки цилиндра для обеспечения стабильности движения передней бабки.
3. Подача каждой оси
Привод по оси X - серводвигатель приводит в движение шарико-винтовую парочку через редуктор для снижения скорости, приводит в движение рабочий стол вперед и назад по станине, реализует движение подачи по оси X и предварительно натягивает ходовой винт для повышения жесткости пары ходовых винтов.
Привод по оси Y - серводвигатель приводит в движение шарико-винтовую парочку через редуктор для снижения скорости и перемещения седла влево и вправо по балке для реализации движения подачи по оси Y.
Привод по оси Z - серводвигатель приводит в движение шарико-винтовую парочку через муфту и приводит в движение коробку шпинделя вверх и вниз по седлу для достижения подачи по оси Z. А мотор оси Z имеет функцию автоматического торможения, в случае сбоя питания, автоматический тормоз будет крепко удерживать вал мотора, благодаря чему он не сможет вращаться. Этот вал оснащен двойным гидравлическим механизмом балансировки цилиндра для обеспечения стабильности движения плунжера.
4. Основные компоненты
Станина, рабочий стол, колонна, балка, плунжер и седло и другие крупные детали станка изготовлены из высококачественных чугунных отливок, и многократно состарились. В общей конструкции станка используется технология анализа методом конечных элементов методом конечных элементов и оптимизации методом конечных элементов для получения высокой жесткости. Станина и верстак этого станка представляют собой закрытые коробчатые конструкции, причем ребра жесткости разумно расположены, а также применены многоточечные методы опоры; Колонна и балка имеют большие сечения, а ребра жесткости расположены вертикально и горизонтально, которые обладают достаточной прочностью на изгиб и кручение и высокой жесткостью деталей фундамента, что может удовлетворить требования сверхпрочного резания.
5. Направляющая рельса станка
Пара направляющих по оси X - используются две сверхпрочные линейные направляющие, коэффициент трения небольшой, чувствительность рабочего стола высокая, высокоскоростная вибрация небольшая, низкая скорость без ползания, точность позиционирования высокая, а производительность сервопривода отличная; В то же время несущая способность большая, виброустойчивость при резании хорошая, что позволяет улучшить эксплуатационные характеристики станка, повысить точность и прецизионную стабильность станка и срок службы станка.
Пара направляющих по оси Y - используются три сверхпрочные линейные направляющие, балка имеет большое поперечное сечение, а направляющая расположена ступенчато, что имеет достаточную жесткость на изгиб и кручение.
Направляющая по оси Z - две сверхпрочные линейные направляющие используются для обеспечения плавного резания во время обработки.
6. Гидравлическая система станка и система смазки
Основными компонентами управления гидравлической системой являются все известные отечественные бренды, а баланс надежный.
Функция гидравлической системы: балансировка плунжера
Форма смазки станка: автоматическая тонкая смазка маслом, направляющая рельса и винтовой стержень.
7. Система охлаждения станка и система удаления стружки
Система охлаждения станка использует внешнее охлаждение, а его охлаждающая жидкость представляет собой эмульгированную некоррозионную жидкость.
Система эвакуации стружки станка подается в переднюю часть станины через конвейеры для стружки с обеих сторон станины, а стружка выгружается в тележку для сбора стружки.
8. Защитные кожухи станков
Направляющая рельса кровати (ось X) оснащена антикоррозийным металлическим телескопическим защитным кожухом.
Направляющая луча (ось Y) имеет защитный кожух гармошного типа.
Внешняя защита станины выполнена в виде простого щита (защищена только рабочая зона и боковая часть инструментального магазина).
9. Электрическая система
Станок использует систему ЧПУ Siemens 828D, оснащенную цветным ЖК-дисплеем 10,4 дюйма + панель управления MDI; Передняя часть дисплея имеет интерфейс CF-карты и USB-интерфейс, а задняя — интерфейс Ethernet и интерфейс RS232C для связи, а интерфейс управления — китайский дисплей (можно выбрать английский).
Стандартная комплектация
|
порядковый номер |
имя |
Модели и технические характеристики |
количество |
Изготовитель |
| 1 | Анкерные винты | М36×2П×125×Ø17 | 1 комплект | Китай |
| 2 | Анкерные болты и гайки заземления | М16×500Л | 1 комплект | Китай |
| 3 | Звуковой сигнал станка | Ø140×Ø22×60 | 1 комплект | Китай |
| 4 | Случайный набор инструментов |
Шестигранный ключ 2,5-10
Шлицевая отвертка Крестообразная отвертка Рожковый ключ No 32 Mei Рожковый ключ Пневматические пистолеты и пружинные каналы Клей для стекла |
1 комплект | Китай |
| 5 | Транспортер для стружки | Два винта и одна цепь + каретка для стружки | 1 комплект | Китай |
| 6 | Шпиндельный масляный охладитель | Рико | 1 комплект | Китай |
| 7 | Карта CF | 2G | 1ШТ | Китай |
| 8 | Устройство чтения USB-карт | 1ШТ | Китай | |
| 9 | Кабель | 5 метров | 1ШТ | Китай |
| 10 | трансформатор | 60 кВА | 1ШТ | Китай |
Plsease input value
Plsease input value











WhatsApp / Тел.: +86 13355414040
Почтовый ящик: 95515515@qq.com
Адрес: Высокоскоростной район города Цзинань, провинция Шаньдун

